
TRUCK SERVICE MANUAL
AXLE-REAR
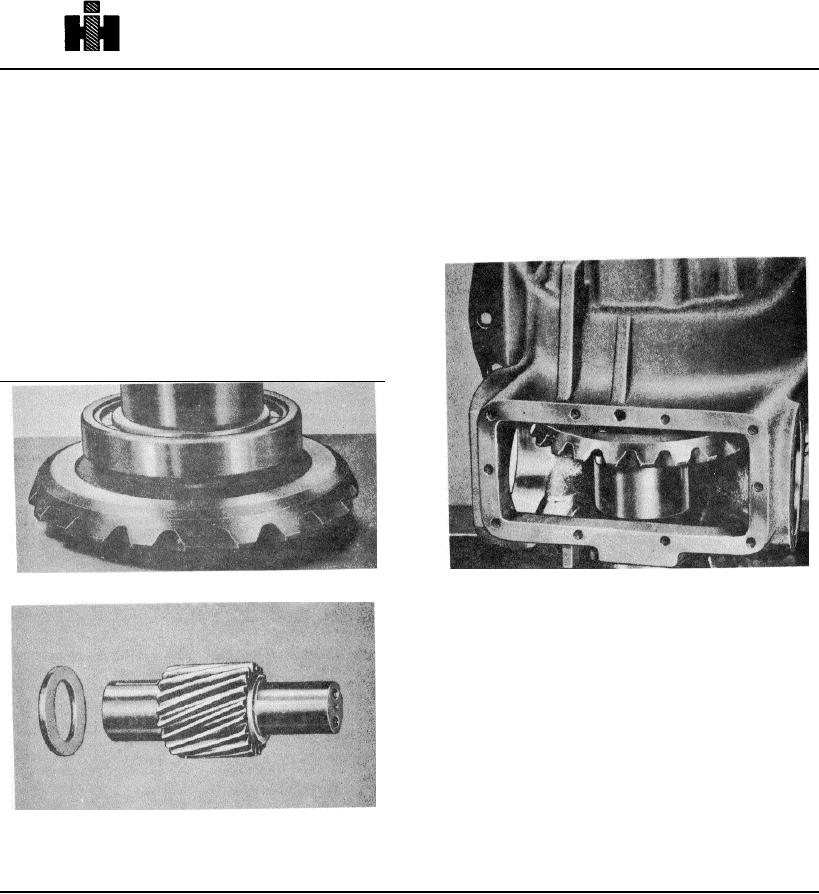
REASSEMBLE CROSS SHAFT ASSEMBLY
when the O.D. of the pinion teeth is smaller than the
A. Check sleeve I.D. and radial bearing O.D. Replace
I.D. of the radial bearing. (see photo)
sleeve and/or bearing if the parts are damaged, or if
there is more that .006" clearance between the sleeve
and bearing. When these parts are new the sleeve
E. Coat I.D. or gear with heavy grease such as Rockwell
I.D. should be .0024" to .004" larger than the bearing
Standard Spec, 0616A. Install gear, and bearing
O.D. The radial bearing must be free to float in the
assembly in drive unit sleeve and block up to hold in
sleeve.
place.
Carefully check the I.D. of the bearing bore of older drive units
F. Inspect entering end of cross shaft and remove any
nicks or burrs. Coat O.D. of shaft with a heavy grease
that do not have replaceable sleeves. If the I.D. is more that
such as Rockwell Standard Spec. 0616A.
.006" larger that the bearing O.D., replace the carrier and cap
assembly with the newer type carrier and cap assembly that
incorporates replaceable sleeves.
B. If radial bearing sleeve is to be replaced, press new
sleeve firmly against housing shoulder. Drill hole for
lock screw and remove burrs from sleeve. Install lock
screw and tighten securely or install pin and stake in
place.
G. Position housing in press, thru shaft chamber down
C. Assemble radial bearing on gear hub, large radius of
with gear supported on suitable sleeve.
bearing inner race toward back of gear.
H. Align key in cross shaft (do not drop bearing washer)
with keyway in gear and press shaft firmly into gear
and bearing. Continue pressing operation, exert 10 to
20 tons pressure in excess of that required for secure
assembly.
Begin the assembly operation in the press,
making sure the parts are properly aligned. Press the
parts together about 4" to 3/8", then relieve the press
pressure to permit them to realign themselves to
prevent distortion and damage. Continue the pressing
operation until the parts are correctly assembled.
D. Install bearing washer on cross shaft with chamfer of
NOTE: If inner tapered bearing cup has been removed from
spacer away from radial bearing. A large flat washer
cross shaft cage, reassemble in press using sleeve or the,
is
36
used
at
this
location
suitable installation tool. Press cup firmly against cage
shoulder.
36

