
MOTOR TRUCK SERVICE MANUAL
BODIES AND CABS
Removal of grease and oil is best accomplished by
using a suitable solvent. Butyl alcohol is a good
degreasing agent since it evaporates quickly and leaves
little residue. Slightly more residue is left by "per-
Trolene, Solvent M-2"1 (John D. Moore, Nutley, N.J. ),
but this solvent has the advantage of a relatively high
flash point.
Both removal of oil residues and the removal of
aluminum oxides may be obtained by employing butyl
alcohol-phosphoric acid type solutions such as
"Deoxidine 126, 526 and 670 (American Chemical Paint
Co.), "Met-l-Prep No. 10" (Nielson Chemical Co. ),
"Ferrotone" (Penetone Co.
), "Rusticide No.
50"
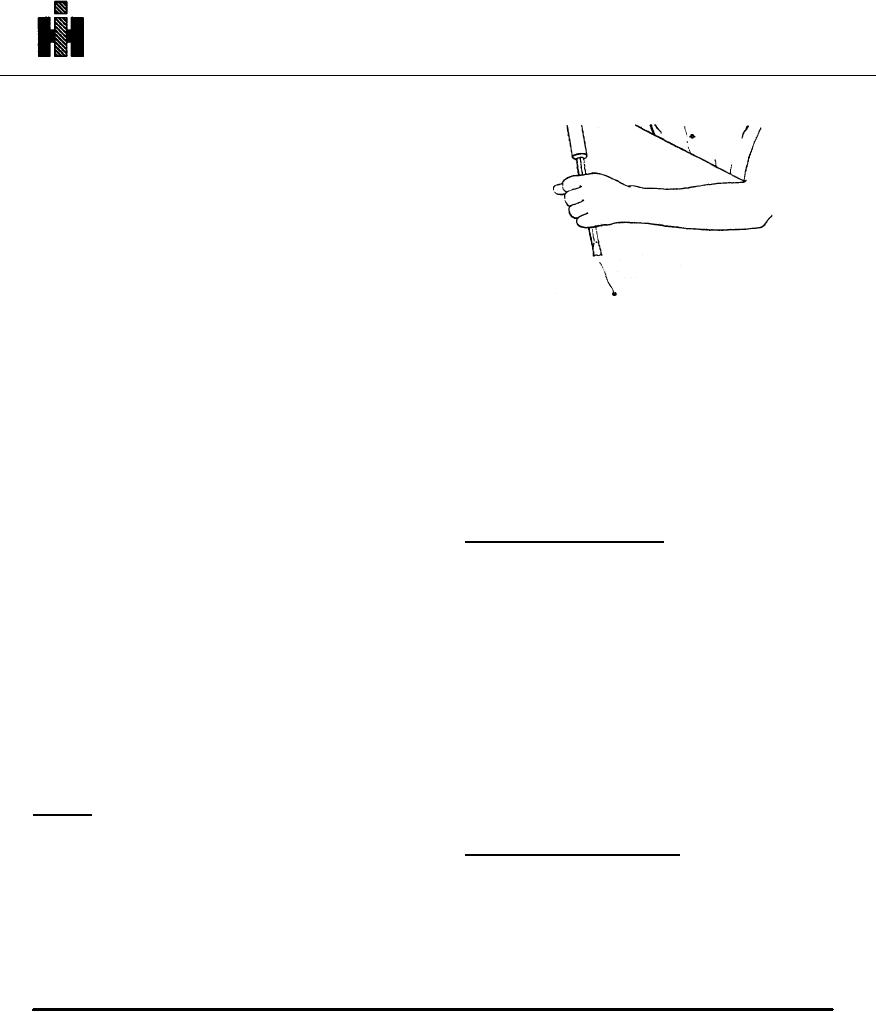
Fig. 3. Chipping Along Length of Crack. Chipping is not
(Rusticide Products Co.), and "'Turco - W.O. No. 1"
necessary on Sheet Aluminum.
(Turco Products, Inc.).
The use of solvents requires good ventilation and the
Grooves are chipped and fillet welds removed by
use of those containing phosphoric acid requires rinsing
means of round gouges of proper radius so that the
with water. Solvents should never be used where
prepared joint will have no sharp corners. A further
evaporation is hindered or residue entrapped by the joint
benefit of the knife-edged chisels becomes apparent
to be welded.
when back-chipping a weld. The metal chip will split into
An example would be the solvent cleaning of the
a "ram's horn" until fused metal depth is reached. The
edges of two abutting plates. Here, the plate edges and
chipping procedure is usually applied where the
surfaces would be cleaned prior to positioning for
aluminum is heavy enough to withstand the operation.
welding. No solvent would be used after the plates are
placed in fixtures.
Removal of Dinges and Dents
Reduction of the aluminum surface oxide to a
minimum by means of a wire brush or steel wool will
Reshaping of aluminum parts may be accomplished
increase the welding arc stability and allow improved
by means of rubber or wood mal-lets. Steel hammers
metal flow and coalescence of the weld pool. Manual
and hydraulic jacks should be used with wood blocks.
wire brushing is preferable, but machine brushing can be
Avoid local thinning from heavy steel mauls or hammers.
used providing the operator uses light pressure. In any
Final operations may consist of planishing with smooth,
case, a stainless steel brush must be used to prevent
polished steel tools such as those used in auto body
contamination of the aluminum surfaces.
Machine
repair work.
brushing with heavy pressure between the brush and
Heating by gas torch up to but not exceeding 400F
work piece can result in imbedding foreign material into
will make straightening much easier. Temperatures in
the surface. The wire brush should be free from oil,
excess of 400F are unnecessary and can lead to
grease and rust and have sharp bristles. Remove
overheating. Ignition of, an ordinary kitchen match
occurs below 400F.
grease and oil from the weld area by solvent cleaning
A more accurate means of
before wire brushing.
tempera-ture indication is to use "Tempilstiks" which
mark only when the temperature of the material exceeds
Chipping
the 350, 375 or 400F value designated on the crayon.
Chipping provides a rapid method for removal of
Fiber Glass Repairs--Dents etc.
flaws and excess weld material and for grooving the
backside of the two-side weld (Fig. 3). Chisels should be
In areas of the cab surfaces where minor dents
shaped much as those used in woodworking, coming to
occur or where the skin has not been ruptured or torn,
a sharp knife edge. The knife edge and smooth heel of
the use of plastic putty or fiber glass and resin can be
the chisel allow rapid removal of metal, leaving a smooth
considered. Where the cab skin is cracked and requires
surface finish. The long, curved heel of the chisel
welding, the fiber glass repairs can also be used to
affords the operator a means of controlling the depth of
minimize sheet metal work in order to obtain finished
cut.
surfaces. The welded repair is first made to assure
restoration of the skin strength. After welding, the weld
106

