
BRAKES - AIR
TRUCK SERVICE MANUAL
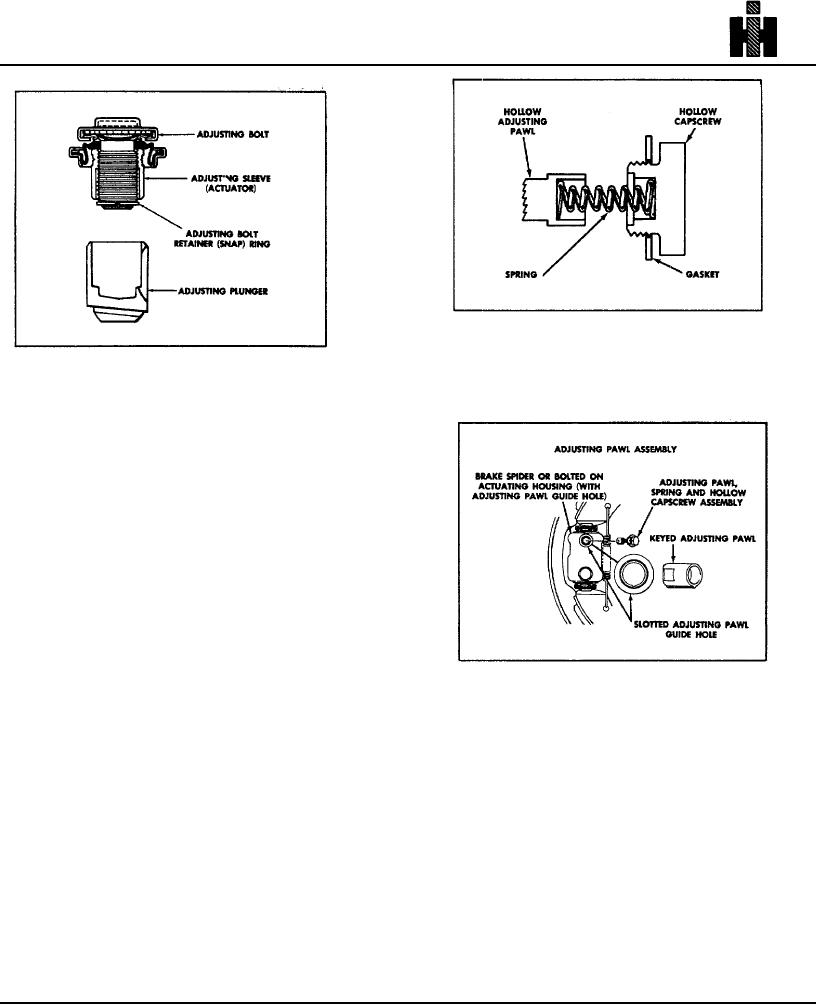
REASSEMBLE ADJUSTING ASSEMBLY
K.
Install hollow capscrew gasket over capscrew.
Then, assemble open end of adjusting pawl
A.
Grease coat the adjusting bolt threads with
Spring into hollow end of capscrew.
recommended grease.
B.
Install plunger seal onto the adjusting bolt by
working the bolt through the seal hole. Be
careful not to damage the seal lip on the bolt
threads. Also, make certain the seal lip is
seated against the smooth machined surface
beneath the head of the bolt.
C.
Grease coat the inside and outside surfaces of
both the adjusting plunger and the adjusting
sleeve.
D.
Thread the adjusting sleeve all the way onto the
adjusting bolt until it bottoms against the plunger
seal.
E.
Use a suitable pair of snap ring pliers and install
snap ring in place on end of adjusting bolt.
F.
Install the adjusting plunger into the plunger
housing, aligning plunger key-way slot with
capscrew hole of housing.
L.
Align the key of the adjusting pawl with the
G.
Insert adjusting bolt (with adjusting sleeve and
corresponding guide hole seat of the plunger
plunger seal) into the adjusting plunger. Make
housing. Then, assemble the complete
certain adjusting sleeve bottoms against inside
adjusting pawl assembly (pawl, spring, gasket,
shoulder of plunger.
hollow capscrew) into the plunger housing.
H.
Use an appropriate seal driver and seat plunger
Tighten the hollow capscrew finger tight.
seal retainer into plunger housing.
NOTE Make certain seal driver is centered over seal
M
Proper meshing of the pawl and sleeve teeth can
retainer to prevent damage to seal assembly.
be checked at this point. Turn the adjusting bolt
out about three turns. If there is clicking sound
J.
Grease coat the teeth of the hollow adjusting
or ratcheting feel, the teeth are meshing
pawl with recommended grease. Then
properly. If teeth are not meshing properly,
assemble adjusting pawl spring and pawl by
continue to turn the bolt in and out until proper
forcing one end of spring into the hollow end of
meshing is achieved.
pawl.
N.
Tighten hollow capscrew 15-20 lbs. ft. torque,
and reassemble brake shoe assembly in reverse
of disassembly.
224

