
FRAMES
MOTOR TRUCK SERVICE MANUAL
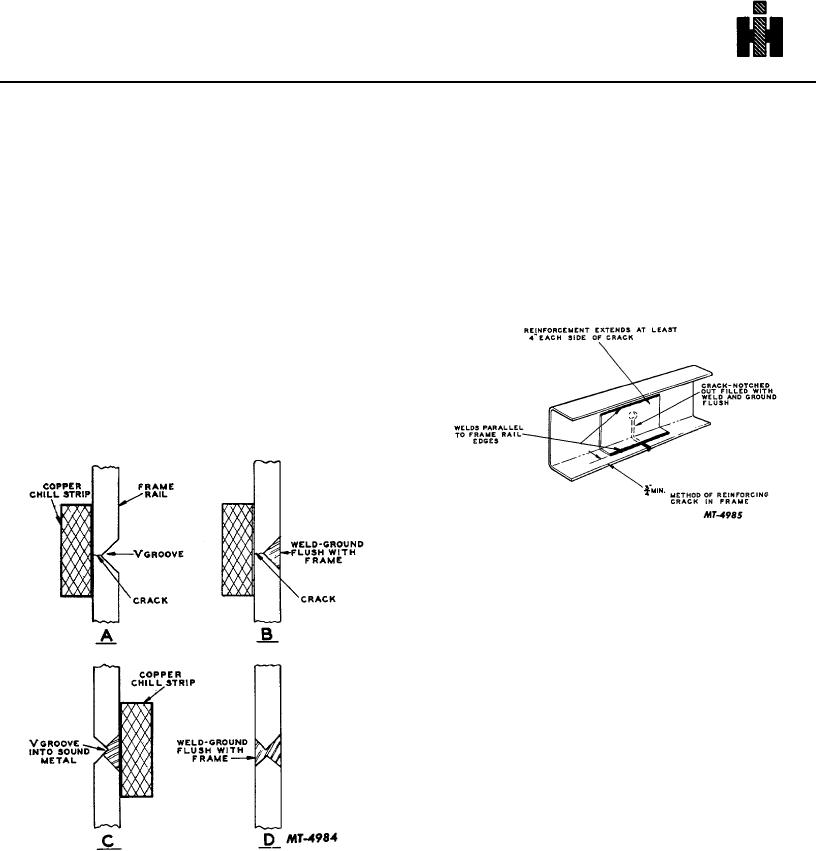
b. Preheat the frame rail along the crack area to 500-
of the repair should be deep enough to enter the sound
600 degrees to burn off excess oil or paint then
metal of the first weld repair "C" of Fig. 7.
permit heated area to cool to 200 degrees or below
before welding is started. Under no circumstances
Frame
should the rail be heated to a temperature exceeding
Welds on heat treated material tend to reduce
900-950 degrees F. since this is the tempering
physical properties in the weld heat-affected zone.
temperature of the rail.
Because of this, it is recommended that all
c.
Either alternating current or direct current reversed
reinforcements be designed so that all welds are parallel,
polarity, combined with a short arc and a beading or
rather than perpendicular to the frame rail edges. Welds
narrow weave technique may be used.
perpendicular to the flange edges will reduce the carrying
Direct current reversed polarity is recommended or
capacity of the rail, Fig. 8 and 9.
preferred.
d. Slag should be removed after each pass and an
interpass or constant temp
e. When sufficient metal has been deposited, the weld
bead should be ground flush, Fig. 7, with the surface
being repaired.
Fig. 8.
The edge of the reinforcement flange to the edge of
side rail flange dimension should be held to a minimum
of three quarters of an inch to keep the heat-affected
zone from extending to the sidemember flange edge.
Wherever possible, it is recommended that plug welds of
the type shown in Fig. 9, be substituted for edge welds
when assembling the reinforcement to the side rail. Plug
welds offer the advantages of a reduced heat-affected
zone plus increased flexibility and reduced stress
concentrations. When using this method, one half inch
(minimum) diameter holes should be drilled and
chamfered in the reinforcement on 2" center to center
distances. At no time should these holes be drilled in the
frame rail being repaired. The reinforcement should then
be installed in its proper position on the sidemember and
the holes filled with weld material.
Again a minimum dimension of 3/4" should be
Fig 7.
maintained between the weld and the edge of the
sidemember flange. The voltage, amperage and pre-
f.
Where both sides of the frame rail are
heat specifications listed below should be followed.
accessible, a V-groove is ground from the side opposite
the repair and the procedure outlined above repeated.
Dependent upon accessibility, "chill" strips should be
used wherever possible. The V-groove ground on the
opposite side
452

