
MOTOR TRUCK SERVICE MANUAL
BODIES AND CABS
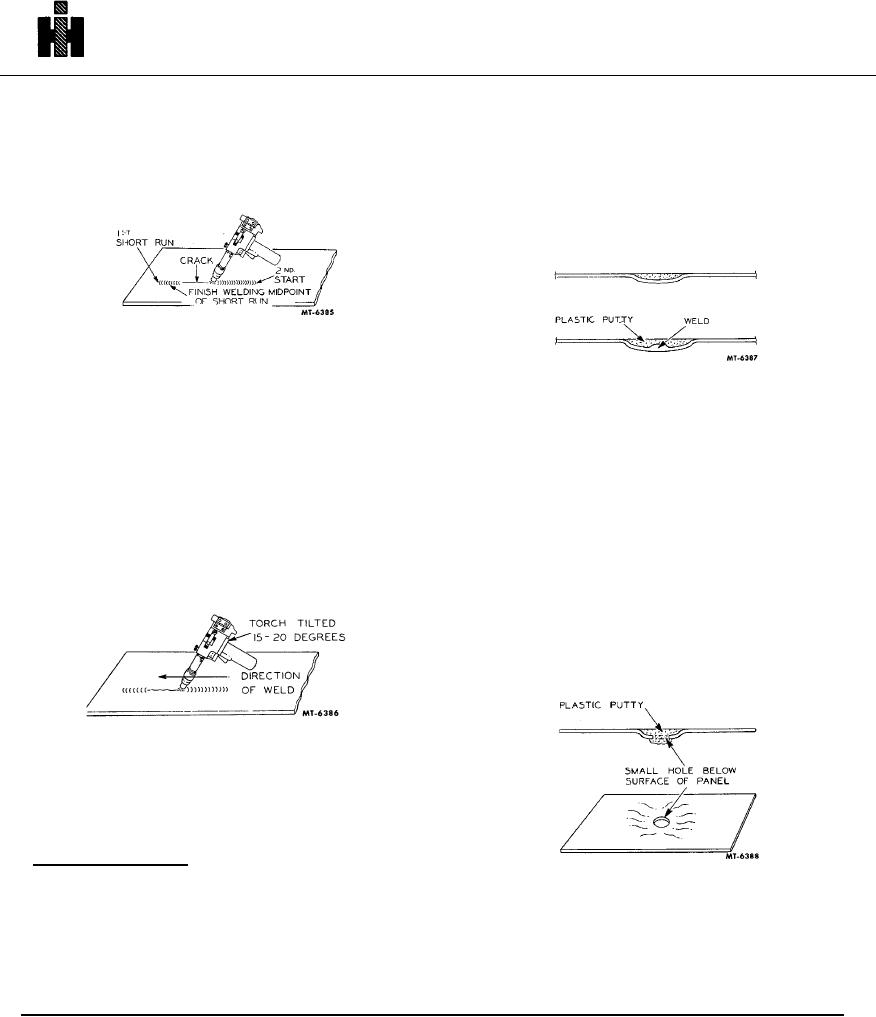
making a short run of weld at one end of the crack,
covered with plastic or fiber glass material.
starting at the drilled hole. This weld should be about
one inch (1") long. The purpose of this short weld is to
2. Thoroughly clean the welded area using a stainless
prevent the forming of a crater in the metal surface when
steel brush.
the welding is completed (Fig. 6).
3. Proceed with the repair as outlined under "Plastic
Putty Repair", or, if necessary, use the procedure
covered under "Fiber Glass Repair".
Fig. 6. Showing method of applying short run of weld.
Fig. 8. Application of Plastic Putty
6. Having completed the short weld, working at the
opposite end of the crack start the final weld run at
NOTE: When drilling in aluminum, use sharp drills in
the drilled hole and carry this weld run up onto the
good condition. Avoid the use of files.
short run section previously applied. Stop the final
weld midway on the short run section.
This
FIBER GLASS AND PLASTIC PUTTY REPAIRS
procedure will prevent the leaving of a crater in the
The use of plastic putty or fiber glass repairs on
metal surface as indicated above. A crater in the
aluminum cab surfaces can be considered when the
skin surface could cause cracking. Tilt the torch or
repair is made to surfaces that are not under strain.
welding gun away from the direction of travel as
Generally, these are the flat surfaces of cab sections.
shown in Fig. 7. If the crack repair is not exposed
Also, small holes in the cab skin (under 1/4" in diameter)
and is not to be painted, no further work is required.
may be filled with plastic putty or fiber glass materials.
(Fig. 9). The use of plastic putty and fiber glass will
minimize sheet metal work on the aluminum surfaces
and reduce the possibility of further unsightly damage.
Fig. 7. Direction of weld and tilting torch.
Where the weld is to be finished and painted,
proceed as follows:
Finishing Weld Repairs
To minimize working of the sheet metal surfaces,
avoiding grinding and other metal work, the repaired
Fig. 9. Repair of small hole in aluminum sheet
crack or section of the cab or panel skin can be finished
as follows:
In all aluminum cab surface repairs, the use of
1. Using a suitable driving tool, work the weld down
emery wheels to smooth surfaces should be kept to
below the surface of the surrounding area, Fig. 8.
a minimum to prevent grinding the material to the
The weld should be depressed or recessed only
extent that the skin is thinned
enough so that it can be
108

