
TRUCK SERVICE MANUAL
AXLE-REAR
ASSEMBLE AND INSTALL AXLE DIFFERENTIAL
D. Install remaining differential case bolts so heads are
A.
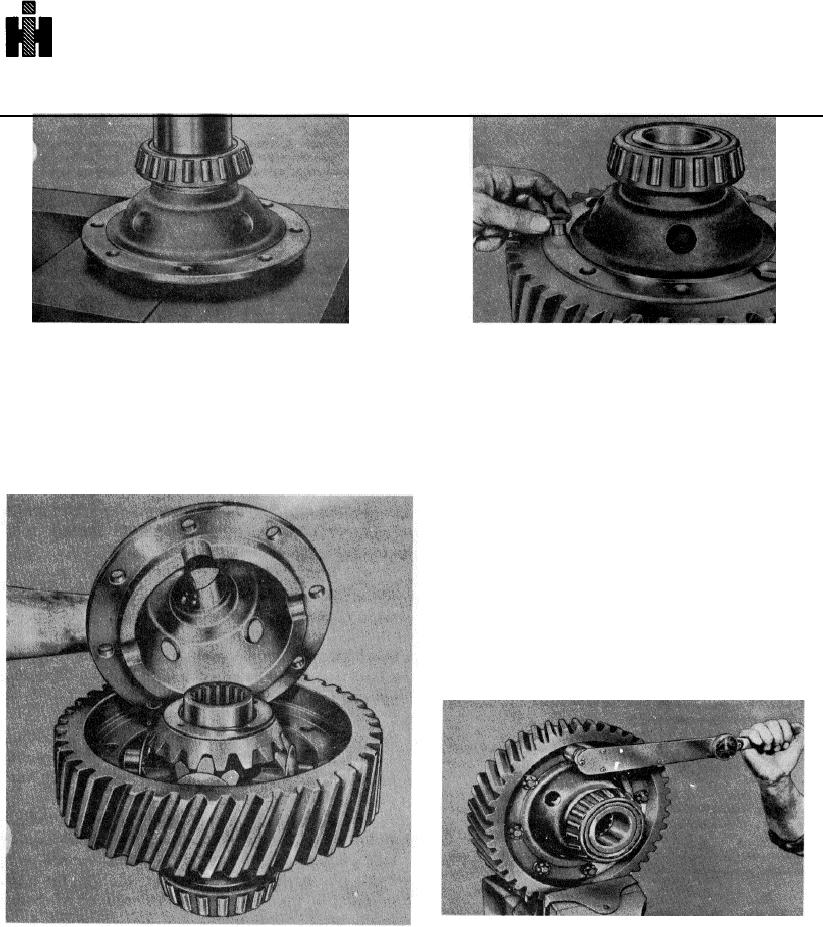
Press differential bearings firmly against case
locked by machined relief in case half. Be sure case
shoulders. Coat inside of case and all differential parts
halves are assembled to gear so there is adequate nut
with specified rear axle lubricant.
clearance. Check clearance in carrier before completing
assembly
B. Assemble differential case half and gear. Install side
gear
thrust washers, side gears and differential pinion gears,
When a new gear or a new differential case is installed
thrust washers and spider.
the case holes must be line reamed with the gear in
order to assemble the parts using the correct size rivets
or bolts. Align the case halves and hold case and gear
assembly together with 4 bolts and nuts. Line ream the
holes. Thoroughly clean the parts before assembly.
Hold differential case assembly together with 4 bolts
when riveting the parts together. Use a rivet set that will
shape the formed head 1/8" larger in diameter than the
rivet hole. The formed head height should not be more
than 1/16" lower than the preformed head. A lower
formed head indicates high riveting pressures that may
distort the case and cause gear eccentricity.
C. Note cast alignment marks and assemble opposite
E. Tighten bolt nuts to specified torque and lock wire or
case half. Hold assembly together with 4 bolts and nuts
cotter in place
and check for free rotation of parts.
43