
MOTOR TRUCK SERVICE MANUAL
BODIES AND CABS
Rubber gloves and eye protection should be used.
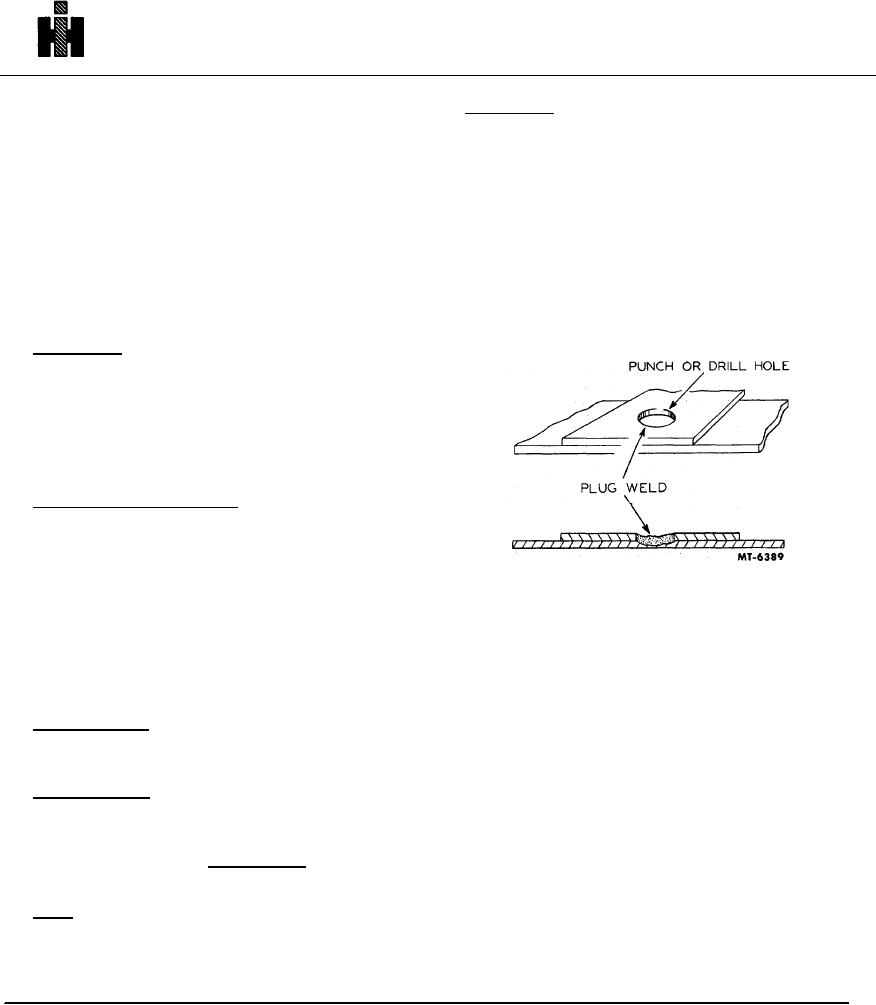
Plug Welding
Plug welding is a method of attaching two sheets or
2. The cloths and masking materials should be rinsed
sections by welding one part to another through holes
in water before disposal. Spontaneous combustion
punched or drilled through one or another of the
may occur if the chemicals are allowed to dry in
sections. The holes, which should vary in size according
cloths or paper.
to the thickness of the material, are filled with weld metal
NOTE: The Alumiprep #33 and the Brush On
to bond the two pieces together.
Hole sizes for
Alodine #1201 are both proprietary compounds
aluminum skin or sheet should range between 3/8" to
marketed by the Amchem Products, Inc.
The
1/Z". A sufficient number of weld points should be made
Amchem Products General Offices are at Ambler,
to assure firm attachment of the sections, (Fig. 10).
Pennsylvania with operations at Ferndale, Michigan
When plug welding material over 1/8" thick, the
and Fremont, California. Generally these products
edges of the holes should be chamfered. Plug' welding
may be purchased from the same sources which
should not be applied where the aluminum is under
handle the Lithoform #2 required for zinc coated
strain or the parts are supporting members.
steel.
Undercoating
Undercoating materials must not be used as a
substitute for priming or painting but must be applied
over a primed and painted surface.
Surfaces must be clean, dry and free from oil or
grease film. The material may be sprayed on, using 20
to 50 psi fluid pressure and 50 to 70 psi for atomization.
ATTACHING UNLIKE MATERIALS TO
ALUMINUM
Bolts and Self-Tapping Screws
All bolts and self-tapping screws must be zinc or
cadmium plated. Where bolts, washers, nuts, etc. are
used in locations subject to high moisture conditions--as
in an insulated body or below the floor line where road
splash, mud, etc. can be trapped for a length of time,
Fig. 10. Details of the plug weld.
extra precautions should be taken, such as using a 52S
aluminum washer under the bolt head and nut and the
WELDING WIRE CARE
entire fastener covered over with a 3M underseal
Unsound welds will result if the welding material or
material or some similar material. Machine or self-
wire is not clean. Wire that is contaminated with oil,
tapping, countersunk screws through floors should be
grease, dust or shop fumes can cause numerous
generously covered with zinc chromate paste sealer
difficulties.
before being driven.
The welding wire should be stored in a dry, warm
Steel (and Brass)
area and kept under cover. When the welder is out of
Steel that joins aluminum should be zinc or cadmium
use for any length of time, the wire should be removed
plated or completely painted over with primer prior to
from the torch and placed in the original carton to
assembly.
safeguard against possible contamination.
Gasket Materials.
Wire that is kinked or has sharp bends will cause
There are a wide variety of rubber, vinyl, fabric, etc.
faulty welds and prevent even feed to the work. Protect
tapes and gasket materials that have been developed
weld wire from damage at all times.
particularly to minimize galvanic corrosion.
Proper
SAFE PRACTICES AND PRECAUTIONS
design calls for the use of non-absorbent tapes, gaskets,
While the various types of electric welding are not
or sealing compounds in joints with 1/8',' to " overlap
considered particularly hazardous, it is necessary to
necessary to prevent bridging of salt solutions.
observe sound, common sense procedures to safeguard
Wood
against personal injury and to attain the best possible
An aluminum to wood joint should be treated
efficiency. The operator of welding equipment should
in the same manner as a steel joint since certain mild
become familiar with the operation before starting the
acids are present in the wood which will produce an
work. The IHC Safety
attack on the metal. The wood should be painted with
two or three coats of aluminum paint.
110