
MOTOR TRUCK SERVICE MANUAL
BODIES AND CABS
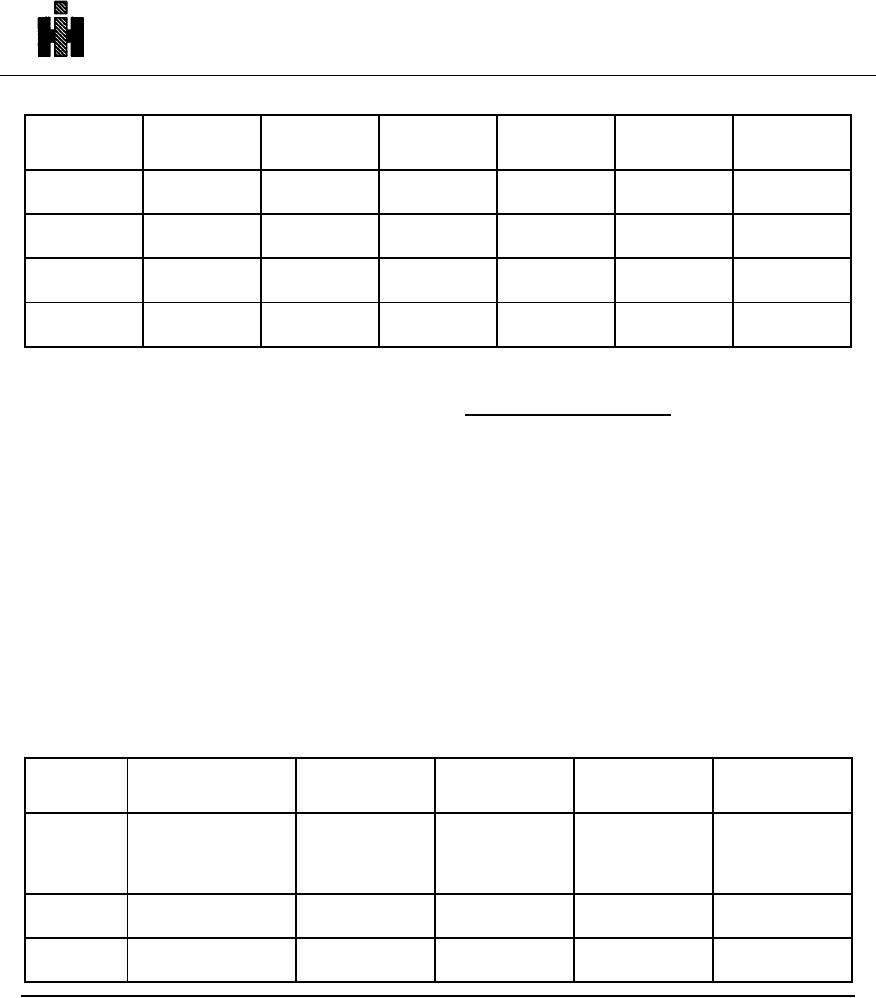
TYPICAL SHORTING ARC WELDING CONDITIONS
Plate
Wire
Argon
Approximate
Thickness
Type of
Diam.
Flow
Amperes
Voltage
Wire Feed
(inches)
Joint
(inches)
(cfh)
(DCRP)
(Volts)
Speed (IPM)
0.040
Fillet or
0.030
30
40
15
240
Tight Butt
0.050
Fillet or
0.030
15
50
15
290
Tight Butt
0.063
Fillet or
0.030
15
60
15
340
Tight Butt
0.093
Fillet or
0.030
15
90
15
410
Tight Butt
MIG shorting arc welding employs low cur-rents, low
PREPARATION FOR REPAIRS
voltages and small diameter wires. The wire short
circuits to the workpiece an average of 100 times a
Surface Preparation (Cleaning)
second. Metal is trans-ferred with each short circuit (arc
Sound welding requires that all foreign material be
outage) and not across the arc.
removed from the areas to be welded. This includes dirt,
loose metal particles, moisture, paint, heavy oxide
The MIG shorting arc technique with its low heat
coatings and particularly grease and oil.
input minimizes distortion and is particularly useful for
welding thin gauge materials in all positions. Shorting
Loose materials such as dirt and metal particles can
arc welding will tolerate relatively poor fit-up.
be removed by washing and scrubbing with water.
Drying is important to insure that no water or condensed
When the spray arc welding technique is used, the
moisture is pre-sent in the area to be welded. Both sides
principal requirement for the mechanical transfer of
of the surface to be welded must be cleaned.
metal from the wire to the work is a high current density.
Spray arc welding is a high deposition rate technique as
All paint should be removed from the weld area and
compared to the shorting arc technique.
It is
6 inches to both sides to allow full visual inspection of the
recommended for 1/8 inch and thicker sections requiring
extent of the failure. This will insure that the heat of
heavy, single or multi-pass welds or for any filler pass
welding will not cause decomposition of the paint and
application where speed is advantageous.
create a toxic atmosphere or interfere with making a
good weld.
TYPICAL SPRAY-ARC WELDING CONDITIONS
Wire
Argon
Plate
Diameter
Flow
Amperes
Thickness
Preparation
(in.)
(cfh)
DCRP
Voltage
.250
Single Vee Butt
(60 included angle)
Sharp nose
3/64
35
180
24
Backup strip used
Square Butt with
3/64
40
250
26
backup strip
Square Butt with no
3/64
35
220
24
backup strip
105