
TRUCK SERVICE MANUAL
ENGINE
a. Install liner in block with proper number of liner shims
beneath the flange. Shims are available from 0.007 to 0.068
inch [0.18 to 1.73 mm]. Use ST-1005 or ST-1184 cylinder liner
hold-down tool. Tool should be spaced so even load will be
applied.
b. Use ST-547 Gauge Block and check liner protrusion
above the cylinder block at four equidistant points outside the
bead. Add or remove shims from beneath the liner flange as
needed to reach 0.003 to 0.006 inch [0.08 to 0.15 mm]
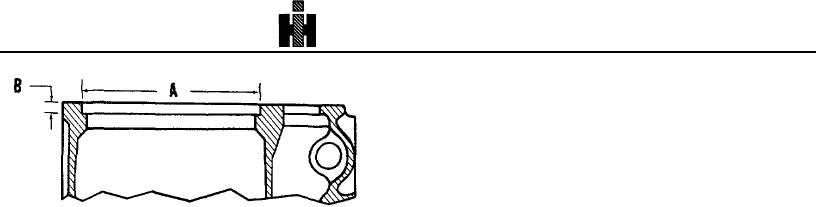
A. Upper Liner Counterbore
protrusion.
B. Counterbore Depth
c. With liner installed, check for out-of-round as
Fig. 1-1 (N 10103). Cylinder liner counterbore dimension
described under "Install Liner in Block," Group 14.
location.
Cylinder Liner Lower Bore
2. Check counterbore depth so installed liner will be
1. Install a new cylinder liner in the block without packing
assembled to correct protrusion and to determine if refinish of
rings or crevice seal.,
counterbore surface is necessary. Depth of counterbore on a
new block is listed in Table 1-1 (2). If worn to or beyond limit,
2. Desirable clearance between liner and block should be
the cylinder block must be salvaged using ST-1250 Cylinder
as listed, but liner contact with block is permissible as long as
Liner Bore Salvage Tool or replaced. If worn less than worn
it does not cause liner out-of-round.
limit, the surface can be refinished and shims installed under
3. If clearances do not fall within limits, recheck after
the cylinder liner to restore proper protrusion.
counterboring, limits do not apply with cylinder head installed
3. Installed cylinder liners must protrude 0.003 to 0.006
and tightened to operating torque. If clearance is not correct,
inch [0.08 to 0.15 mm] above block. To check for proper
check lower block packing ring bore inside diameter.
protrusion without installing a liner: a. Measure liner flange
4. Lower liner bore concentricity should be checked with
outside bead with micrometer. Do not include bead on top of
ST-1252.
If a piston seizure has occurred or after
liner flange in taking measurement.
counterboring the cylinder block, check the counterbore to
b. Measure block counterbore depth with dial indicator
lower cylinder liner bore concentricity. Follow Service Tool
depth gauge or ST-547 Gauge Block. Always measure
Instructions, Page 344. Liner bore should be concentric within
counterbore depth on ledge at the edge of liner bore.
0.005 inch [0.13 mm] total indicator reading.
c. Check depth at four equidistant locations. Ledge must
Main Bearing Caps
not be "cupped" more than 0.0014 inch [0.036 mm]. Depth
Caps must fit in block with no perceptible clearance or
must not vary more than 0. inch [0.03 mm] throughout
"shake." Milled faces of cap must always rest on mating
counterbore circumference.
portion of block to prevent distortion during tightening.
d. Counterbore must always be resurfaced if it slants
Replacement caps are available as service parts.
downward toward the center or if dimensions do not meet
Main Bearing Bore
standards. See "Parts Replacement and Repair."
1. Assemble main bearing caps to block in operating
e. Subtract counterbore depth from liner flange thickness
position. Tighten capscrews to operating tension.
to determine amount of shims and depth of counterbore cut
2. Gauge main bearing bores horizontally, vertically and
that must be used to provide 0.003 to 0.006 inch [0.08 to 0.15
diagonally with dial bore gauge or inside micrometers properly
mm]. liner protrusion; 0.007 inch [0.18 mm] shims are thinnest
adjusted to ST-903 Ring Gauge. See Table 1-1 (3) for
available. If material to be removed will result in a counterbore
dimensions.
depth exceeding worn limit, block cannot be reused, unless a
sleeve can be installed.
ST-1177 Boring Tool may also be used to check main bearing
4. The most accurate method of checking protrusion is as
bore alignment, see Service Tool Instructions, Page 347 If it is
follows:
definitely determined that a main bearing cap has been
distorted, mark block for reaming.
332