
MOTOR TRUCK SERVICE MANUAL
FRAMES
Welding
The drill must be held steady during the drilling
Voltage
Position
Amperes
operation. Avoid wobble or change of drill angle during
the drilling operation.
Downhand
13 0/140
21/23
Overhead
130/140
21/23
Frame Straightening
Vertical Up
110/120
22/24
When heat treated frame rails have been bent or
Use low hydrogen electrodes which have superior
twisted, they should not be heated for straightening. This
crack resistance and notch toughness similar to AWS-E-
work should be done with the frame rails cold. Heating
11018. This type electrode should be stored in a
for straighten-ing purposes is likely to destroy the rail
moisture-free container to avoid porosity during welding.
temper in localized areas, which will bring about rail
failures.
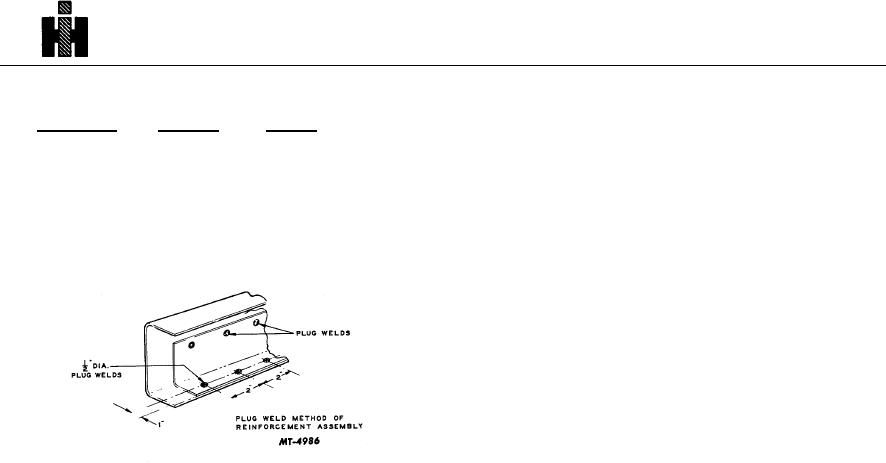
Fig. 9
Full Length Reinforcement
When heat treated frames are to be rein-forced over
a greater portion of their length, frame channel
reinforcements should be in-stalled using bolts. Bolts of
high strength material conforming to SAE grade 5 or
better should be used. The bolts and nuts should be
inspected periodically and kept tight, since the strength
of the reinforcement depends some-what on the
maximum clamping force between the members.
Drilling
The drilling of heat treated frame rails presents no
unusual difficulty. Standard high speed drills of good
quality will serve provided they are sharpened properly
and not overheated during sharpening or use. There
are, however, special high speed twist drills available
having special materials which will hold a cutting edge
longer. These drills are expensive and require especially
rigid support, otherwise drill breakage will result.
When drilling heat treated rails, like in any other
drilling operation, sufficient pressure must be applied to
the drill bit to maintain continuous cutting. The drill point
should frequently be drenched with cutting oil (soluble oil)
to help cool the drill. Avoid letting a drill bit turn in the
work without cutting. To do so will usually overheat and
ruin the drill.
453